Macerado

Es durante el proceso de maceración donde se obtiene lo que llamamos “mosto”, una solución dulce formada, entre otras cosas, por azúcares fermentables, dextrinas, proteínas, aminoácidos y otros elementos, disueltos en agua.
La maceración consiste básicamente en someter una mezcla de agua y granos a una serie de descansos a diferentes temperaturas, que deberán ser sostenidos durante un tiempo específico. Estas tres variables (relación agua/grano, tiempo y temperatura) se determinan al momento de planear una receta y varían dependiendo de los ingredientes usados, de los métodos de elaboración y del perfil que el maestro cervecero quiera darle a su cerveza..
Podemos decir que, en la maceración, son las enzimas, las que cargan con casi todo el trabajo.
Una enzima es una proteína catalizadora (catalizador biológico) que tiene la función de acelerar una reacción química energéticamente posible, logrando acortar un proceso que se produciría, de todos modos, sin su presencia pero muchísimo más lento.
En nuestro caso, por ejemplo, el almidón disuelto en el mosto se convertiría de todas formas en azúcares más simples aún sin la acción de las enzimas, pero esta degradación llevaría un tiempo demasiado prolongado para que resulte útil en la práctica cervecera…
Las enzimas, a diferencia de otras proteínas, tienen la capacidad de mantener sus características funcionales y estructurales originales una vez finalizada la reacción química en la que participaron.
Tanto la temperatura como el pH son factores importantes para el accionar de las enzimas. Cada una, logra su máxima acción a una temperatura y a un pH determinado, valores que llamamos óptimos. Como estos valores difieren de una enzima a otra, el cervecero recurre, en ocasiones, a escalones de temperaturas durante la maceración y a variaciones de pH del mosto, para favorecer el trabajo de cada una de ellas o de alguna en especial.
Las enzimas que se activan o se generan durante el malteo se encargarán luego de la acidificación del mosto, de la degradación de proteínas y fundamentalmente de la conversión del almidón en azúcares más simples para que puedan ser procesados luego por las levaduras.
ACIDIFICACIÓN DEL MOSTO
Cuando la maceración se realiza a una temperatura baja ( 30C -52C,) favorece la acción de una enzima llamada Fitasa. Ésta tiene la particularidad de degradar la Fitina presente en la malta logrando, de esta forma, acidificar el mosto.
La Fitina es un fosfato orgánico que contiene calcio y magnesio, que al ser degradada por la Fitasa se convierte en ácido Fítico y en otros fosfatos (de calcio, de magnesio) que, por no ser solubles, precipitan separándose del mosto. La mayor parte del ácido Fítico generado se combina luego con otros iones libres de calcio (C +2) para formar aún más fosfato de calcio.
De esta manera, la remoción de los iones de fosfato y la generación de ácido fítico reducen el pH de la mezcla. Para poder alcanzar los niveles de pH óptimos ( 5.2 – 5.7) para la separación de almidones y proteínas, se requiere un tiempo excesivamente largo (varias horas), lo que hace que esta técnica se haya vuelto obsoleta comparada a los actuales métodos para controlar y ajustar el pH.
DEGRADACIÓN DE BETA GLUCANOS
Los beta-glucanos son largas cadenas formadas por moléculas de glucosa unidas entre si por enlaces glucosídicos tipo beta. Al igual que el almidón son polisacáridos pero de estructura diferente y se presentan normalmente en las paredes del endospermo de algunos cereales sin maltear tales como centeno, avena, cebada y trigo. En el caso de la cebada representan entre un 4 a un 7% del peso del grano.
Una correcta degradación de estos polisacáridos debe realizarse siempre durante el malteado porque cualquier defecto o insuficiencia de la misma obliga a que se corrija durante la cocción y esto sólo se hará de forma incompleta, pudiendo hacer que sus efectos influyan negativamente hasta la finalización del proceso.
Los glucanos son responsables de la formación de geles que aumentarán la viscosidad del empaste y dificultarán la filtración del mosto y de la cerveza final. Además tienen participación, en muchos casos, en la turbidez de la cerveza.
Se aconseja detenerse en esta etapa sólo si se utilizan maltas pobremente modificadas o si se incorpora al empaste una cantidad muy grande de cereal sin maltear o en copos. (mayor al 25%)
Para degradar los beta glucanos será necesario fomentar la acción de las enzimas beta glucanasas que necesitan un rango de temperatura recomendado de entre 36 y 45°C y entre 4.5 y 5.5 de pH. Para que estas enzimas cumplan su tarea sin afectar las proteínas responsables del cuerpo y retención de la espuma, será necesario no extender demasiado la duración del descanso (menos de 20min).
DEGRADACIÓN DE PROTEINAS
Las proteínas son moléculas formadas por largas cadenas de aminoácidos unidos linealmente entre sí por medio de enlaces llamados peptídicos. En el malteado es donde se debería llevar a cabo mayormente la degradación de las proteínas de alto peso molecular. Estas proteínas grandes se convierten en compuestos menores, como aminoácidos y oligopéptidos, gracias a la acción enzimas proteolíticas tradicionalmente conocidas como proteasas. Dentro de este grupo de enzimas la Proteinasa y la Peptidasa son las más importantes por ser responsables de la formación de proteínas y compuestos de bajo peso molecular favorables para el desarrollo de las levaduras y para la retención de la espuma y la sensación de cuerpo en la cerveza terminada.
Con la degradación de proteínas se busca, entre otras cosas, producir amino nitrógeno libre ( FAN) que, en proporciones adecuadas, contribuyen al buen desarrollo de las levaduras impidiendo así fermentaciones lentas o inactivas.
También se intenta proporcionar estabilidad coloidal a baja temperatura, evitando la turbiedad como consecuencia del enfriamiento.
En maltas poco modificadas esa degradación generalmente es incompleta y suelen quedar proteínas remanentes en los granos que deberán ser tratadas por el cervecero para corregir las deficiencias del malteado. Las condiciones óptimas para que actúen la Proteinasa y la bsp; Peptidasa, si bien difieren para cada una, se pueden establecer en temperaturas entre 45ºC - 55ºC y un pH de 4.2 - 5.3, favoreciendo así a ambas enzimas.

La Proteinasa separa las proteínas más grandes cortando los enlaces peptídico al azar en el interior de una cadena larga, por lo que se la conoce también como "endopeptidasa". Las largas cadenas se transforman en cadenas medianas llamadas peptonas y polipéptidos.
La acción de esta enzima favorece la retención de la espuma, separa las proteínas más grandes favoreciendo la espuma y otorga mayor estabilidad coloidal a la cerveza.
La Peptidasa o exopeptidasa, en cambio, accionan desde los extremos de las cadenas y trabajan eficazmente sobre las peptonas y los polipéptidos, produciendo estructuras aún más pequeñas llamadas péptidos y aminoácidos. Esta enzima provee al mosto de aminoácidos, nutrientes esenciales para las levaduras.
Si se usan maltas altamente modificadas no hay beneficios en la realización de este descanso y hasta puede se perjudicial produciendo cervezas con poco cuerpo y espuma. Este paso debería hacerse únicamente si la modificación de la malta es pobre o bien si se usan granos sin maltear y la proporción de los mismos es superior al 25%.
Por último hay que tener en cuenta que una degradación excesiva siempre será perjudicial, puesto que al prolongarse este proceso comienza a destrucción de las enzimas (proteínas) encargadas de la sacarificación y de las proteínas necesarias para lograr una correcta percepción del cuerpo en la cerveza y una buena estabilidad de su espuma. La duración de esta etapa dependerá del grado de modificación de la malta pero se aconseja que nunca exceda los 20 min.
CONVERSIÓN DEL ALMIDÓN
El almidón es un polímero formado por 2 tipos de cadenas polisacáridas (cadenas grandes de glucosa), la amilasa y las amilopectinas. Tal como se presenta en el grano es insoluble en agua y totalmente inútil para la elaboración de cerveza. Esto se debe a que las levaduras sólo pueden procesar azúcares en sus formas más simples, monosacáridos como la glucosa, disacáridos como la maltosa y algunas cepas del tipo lager (S.Uvarum) pueden llegar a fermentar también trisacáridos como la maltotriosa.
En granos como los de la cebada, el almidón constituye entre el 63% y el 65% del peso seco y para poder ser utilizado, debe ser convertido a azúcares solubles en agua (azúcares fermentables y dextrinas) y para que esto se logre debe pasar por 3 etapas distintas. Primero se hidrata y aumentan notablemente el tamaño de sus gránulos. Posteriormente, cuando se eleva la temperatura, se gelatiniza y se hace soluble en agua. La cebada maleada posee un almidón que gelatiniza a temperaturas mayores a los 60ºC, pero existen otros almidones (como el del arroz) que lo hacen por sobre los 90ºC y requieren ser hervidos antes de ser convertidos por las enzimas. Por último, el almidón disuelto se expone a la actividad de las enzimas amilasas que rompen sus largas cadenas de moléculas transformándolas en cadenas más cortas.
La Amilosa es una cadena lineal de moléculas de glucosa (polisacárido) ligadas entre si a través de una unión alfa 1-4, es decir, el cuarto átomo de carbono de una molécula de glucosa se une con el primero de la siguiente. Las moléculas de amilasa representan de un 17% a un 24% en la estructura del almidón.
La Amilopectina es el segundo polisacárido constituyente del almidón y a diferencia de la amilasa tiene una estructura ramificada debida a la presencia de uniones alfa 1-6 cada 20 o 30 moléculas de glucosa. Las cadenas de amilopectina tiene un peso molécular bastante mayor al de la amilasa y representan un 76% a un 83% de la composición del almidón.
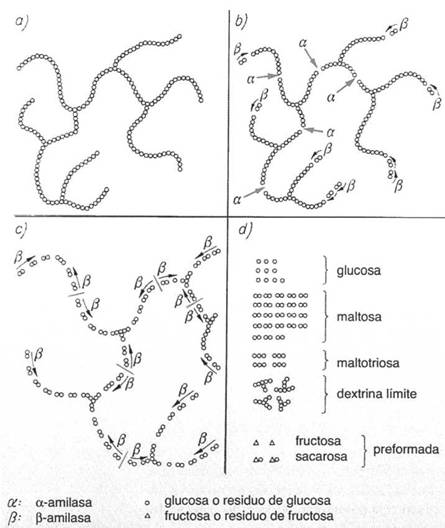
La conversión de estos polisacáridos en azúcares más simples es el aspecto más importante de la maceración y como ya hemos dicho para ello es necesaria la acción de enzimas, fundamentalmente las amilasas alfa y beta y en menor grado,la dextrinasa límite.
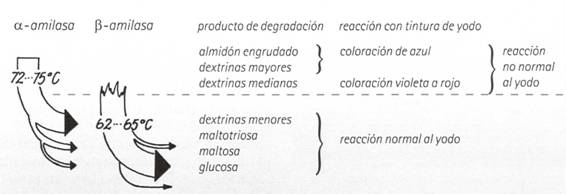
La beta-amilasa, conocida también como exoamilasa, trabaja uniéndose siempre al extremo no reductor de una cadena de glucosa y va separando secuencialmente las moléculas de maltosa hasta acercarse a un punto de ramificación en la cadena de amilopectina. De dice que es una enzima sacarogénica porque es responsable en gran medida de la “Sacarificación” (producción de azúcares fermentables) y depende para ello de la Alfa- amilasa que en su acción le crea nuevos puntos de un y de la dextrinasa límite. El rango de temperaturas óptima para esta enzijma está entre 60ºC y 65ºC inactivándose a 70°C, mientras que el pH esta entre 5.0 y 5.4.
La alfa-amilasa reduce la cadena lineal (amilosa) y la ramificada (amilopectina) del almidón rompiendo, al azar, enlaces 1,4 interiores (endoamilasa) para formar una mezcla de dextrinas; por ello se la conoce como enzima dextrinogénica con poca producción de maltosa. Reduce rápidamente la viscosidad del empaste logrando lo que se conoce como “licuefacción” del mosto. En la prueba de yodo, su acción nos muestra un cambio de color (de un negro azul a un marrón rojizo) indicando la presencia de pequeñas dextrinas. En su acción, la alfa-amilasa produce fragmentos menores con nuevos extremos reductores que pueden ser utilizados por la enzima beta-amilasa. Las condiciones óptimas para sus trabajo sen: un pH óptimo dentro del rango 5.2 - 5.5, y una temperatura entre los 67ºC y los 75ºC , desactivándose rápidamente pro sobre los 80ºC .
Se dice que la dextrinasa límite es una enzima desramificadora por su capacidad de romper los enlaces 1-6 (ramificaciones) que se encuentran en la Amilopectina, produciendo nuevos puntos de unión para la amilasas. De esta manera se reduce la cantidad de dextrinas límite en el mosto aumentando el porcentaje de azúcares fermentables. Las dextrinas límites son cadenas de glucosa que contienen uniones 1-6 en su estructura y que no fueron convertidas por las amilasas alfa y beta. Estas dextrinas no aportan dulzor a la cerveza pero sí contribuyen a dar sensación de cuerpo en la misma.
Esta enzima trabaja bien a temperaturas similares a la de beta-amilasa (entre 60-62.5ºC) desactivándose por sobre los 65ºC. Necesita además un Su pH óptimo entre 5.4 y 5.5.
A no ser que se busque un mosto muy fermentable, las dextrinas residuales son en realidad deseadas por contribuir positivamente al carácter de la cerveza.
Factores que Afectan las Condiciones de Maceración
Temperatura
La temperatura influencia la cantidad de extracto producida (rendimiento) y la fermentabilidad del mosto durante la maceración. Dentro del rango normal de maceración, con temperaturas más bajas (62-63ºC) hay mayor producción de maltosa y una alta atenuación del mosto los que se traducirá en una cerveza más alcohólica y con menos cuerpo.
En el extremo superior de ese rango (72-75ºC), el contenido del mosto resultante será rico en dextrinas, la atenuación será menor (menor contenido de alcohol) y la cerveza tendrá más cuerpo.
La inestabilidad de las temperaturas en la maceración comúnmente produce mostos con un alto contenido de dextrinas.
Tiempo
La duración de la maceración estará dada por la suma de los tiempos de trabajo, determinados por el cervecero, para cada enzima afectada en este proceso.
La máxima actividad enzimática se obtiene entre los 10-20 min. y después de 40-60 min. esta actividad decrece rápidamente.
En regla general se puede decir que maceraciones prolongadas aumentan la producción de extracto en el mosto y si estas maceraciones se realizan a las temperaturas más bajas (62 a 63 ºC) habrá mayor fermentabilidad.
El pH
La actividad de la enzimas depende en gran medida del valor pH. Macerando en un rango de pH de 5.2 a 5.5 se favorece el trabajo de la amilasas y se incrementa la producción de extracto, con más azúcares fermentables y una mayor atenuación. El valor pH del empaste, dependerá del tipo de maltas empleadas, del pH del agua, y del método usado.
Densidad del Empaste.
Una relación agua-grano menor a 2,1 Ltr/Kg producirá empastes de una densidad excesiva que dificulta el mezclado y el filtrado (lautering) de los mismos.
La escasez de agua en la mezcla inhibe la acción de las enzimas debido a éstas necesita de un medio líquido para poder realizar su trabajo. Por eso, en empastes densos, la mayor cantidad de agua es absorbida por el grano aumentando la concentración de almidón en el agua restante, reduciendo así el campo de acción para las enzimas. Esto hace que se consiga un bajo nivel de sacarificación del almidón, un aumento de FAN que pueden provocar turbidez y una disminución de la producción de enzimas responsables de la espuma….
Agua de Maceración
Se sabe que la mayor parte del mosto esta formada por agua, por lo que la calidad de la misma tiene una influencia importante en todo el proceso. En primer lugar el agua transmitirá sabores al mosto que deben ser tenidos en cuenta a la hora de elegir la fuente.
Muchos de los elementos disueltos en la misma son importantes para la actividad de las enzimas durante la maceración . Por ejemplo una concentración adecuada de iones de calcio (CA2+) favorecerá la acción de las proteasas y estabilizará las alfa amilasas.
Por último, varios de sus componentes reaccionan con los de la malta variando el pH de la mezcla.
Antiguamente encontrar una buena fuente de agua era indispensable para obtener un buen produccto. Hoy en día, con el desarrollo de distintas tecnologías, se hace posible tener un agua de calidad en casi cualquier parte. Lo que normalmente se busca obtener es un agua base que contenga pocos minerales para luego adaptarla al estilo de cerveza que se desee elaborar…
Modificación de la Malta
De la modificación de la malta dependerá la solubilidad de almidón, por lo que el cervecero deberá adaptar su plan de maceración en función de esta característica del grano.
En una maceración simple, con temperaturas favorables para las amilasas, una malta poco modificada producirá mostos menos fermentables, además de formar empastes más densos, difíciles de filtrar y propensos a enturbiarse.
Temperaturas en la Maceración
Durante la maceración la mezcla de agua y grano se calienta a diferentes temperaturas para que se puedan realizar los cambios químicos y enzimáticos necesarios para producir el mosto. Como ya hemos visto, para cada enzima hay un rango de temperatura en el cual ésta se desenvuelve mejor, pero esto no significa que esa enzima deje de actuar automáticamente fuera de su rango óptimo, sino que a menores o mayores temperaturas será menos eficaz

|
emp. (C) |
Escalón |
Efecto |
||||||||||||
|
35-45 |
Empaste |
Permite que los granos partidos absorban bien el agua y distribuye mejor las enzimas a través del empaste. A estas temperaturas también se producirá una cierta acidificación, cambiando potencialmente el pH del empaste. |
||||||||||||
|
30-52 (35) |
Descanso Ácido |
Raramente necesitado por los cerveceros caseros, este descanso activa la enzima Fitasa bajando lentamente el pH del empaste. Para obtener un resultado apreciable es preciso sostener este escalón un tiempo muy prolongado. |
||||||||||||
|
40 a 50 |
Descanso de Beta-glucanos |
Rompe los beta-glucanos en los cereales sin maltear o en copos y en las maltas poco modificadas. Sin un descanso a estas temperaturas, los beta-glucanos darán lugar empastes excesivamente viscosos. |
||||||||||||
|
45-55 |
Descanso de Proteínas |
Se activan la proteasas y las peptidasas rompiendo la proteínas grandes e insolubles transformándolas en compuestos más pequeños y solubles. Estas temperaturas también darán lugar a una cierta actividad ácida. |
||||||||||||
|
|
Sacarificación |
Este es el único descanso necesario en la maceración. Aquí las amilasas y la dextrinasa límite degradan el almidón produciendo azúcares y dextrinas.
|
||||||||||||
|
77+ |
Mashout |
A estas temperaturas se reduce la viscosidad del empaste haciendo más fácil la separación del mosto. Además comienza la desactivación y desnaturalización de las enzimas. |
Pablo Gigliarelli
Bibliografía
- Tecnologia para Cerveceros y Malteros - Wolfgang Kunze
- The Brewmaster Bible - Stephen Snyder
- How to Brew - John Palmer
- homebrewtalk.com
- beer-brewing.com
Navegación
Medios de pago
Formas de envío
Contactanos
Información legal